In fact, the question should be reversed: why not use hydraulics in molds?
In this article, we’ll first examine the great advantages hydraulic can offer to the mold industry, including the limits it may have in some applications.
As some customers are afraid of possible problems / drawbacks when using hydraulics, we’ll then examine some of the most common methods to avoid them, and making the use of hydraulics very safe and useful.
The main subjects we will deal with in this article are:
- Advantages of hydraulics in molds.
- General limits of hydraulics.
- Possible limits or problems of hydraulics in molds and how to avoid them.
Let’s have a quick look at each of them.
- Advantages of hydraulics in molds.
- Just as an example, a Vega CR cylinder, bore 200, with cushioning, can push with a force of about 500,000 N, at a speed of 0.8 m/s. This implies a power of 500,000 * 0.8 /1000 = ~400 KW, in such a small package! Isn’t it amazing? It’s not up to the performance of a gas turbine, but it’s very effective. A power pack is needed, and it is not tiny. Anyway, where power (or force) is an important requirement, hydraulics is almost unbeatable.
Another advantage is that quite a lot of plastic injection presses are hydraulically operated, so why not taking advantage of that for the other movements required?


- Finally, hydraulics is simple and, apart of some standard and easy maintenance procedures, it’s very easy to run a hydraulic system. The benefit is with the costs.
- General limits of hydraulics.
Generally speaking, the limits of hydraulics on molds are just apparent and not real. They can be overcome with minor costs and just a little more attention during the design phase. In general, non-hydraulic systems would have similar limits.
- The first limit is low efficiency. For mold applications, in fact this is a ‘no-problem’. When a hydraulic injection press runs, its power pack is operating as well. For that, the presence (or not) of a few more hydraulic cylinders is absolutely negligible. The advantage of using an existing power pack, however, more than compensates any possible loss of efficiency.
- A second limit is that hydraulic oil is not edible (surprising, isn’t it?). No one would like to find oil traces in his medicines or his pasta package… The good news is that, even in these fields, most of the injection presses are hydraulic and use hydraulic cylinders. So, this one too can be a ‘no-problem’, provided some cautions are taken. We’ll deal with it later on.
- The third main limit which must be well understood for mold applications is that oil IS COMPRESSIBLE.
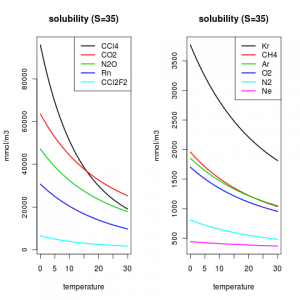
Oil compressibility fights against the common sense in the field, but is absolutely true. We are not talking of air bubbles in a circuit, which can be ‘drained’ off very easily. It’s another matter: its physical reason is that gases are soluble in liquids, and that’s why fish can breathe underwater… Below is a table for gas solubility in different conditions.
Very roughly speaking, the compression at 160 bars is about 1%. “Totally negligible in molds”, someone may think. Are you sure? Let’s consider of a core, where the plastic injection force increases the cylinder pressure by 160 bars and cylinder stroke is 100 mm. It will bounce back 1 mm. Is that totally negligible?!? With hundreds-thousands of hydraulic cylinders already operating in molds, and almost no one complaining, this can hardly be considered a real problem…
- Moving one or more actuators synchronously can be a problem and will require special attention in the oil supply circuit. Is this really a limit? All systems having to move a part at least at two ends, need special attention in the ‘supply’ (oil, electricity or else) circuit…
- Possible limits of hydraulics in molds and how to solve them.
Let’s now deal more in detail with what’s listed in the previous chapter.
- Low efficiency. As seen before, this is not really a problem. Instead, compactness is very useful, as molds have to be compact. So, we’ll disregard this apparent (not really true in molds) problem at all.
- Contamination of the finished product by oil. In this case as well, hundred-thousands of hydraulic cylinders working well shows that this is not a real problem. However, one must pay special attention to some points:
- Use cylinders having first-rate seals, such as products by Vega. Their cylinders also include two rod seals instead of the single one generally adopted. This dramatically reduces the chance of leakages. In fact, most contamination of the product come from leakages related to the rod seals. That’s why special attention must be given at this component.
In special cases (food, medical and similar), special seals can be used, so that their matching can guarantee the best sealing system ever. This is not the place to examine all and every combination, but Vega staff can give all the information required.
By experience, we know that proper design of the mold, cylinder choice and a good startup assure trouble-free operation in all situations.
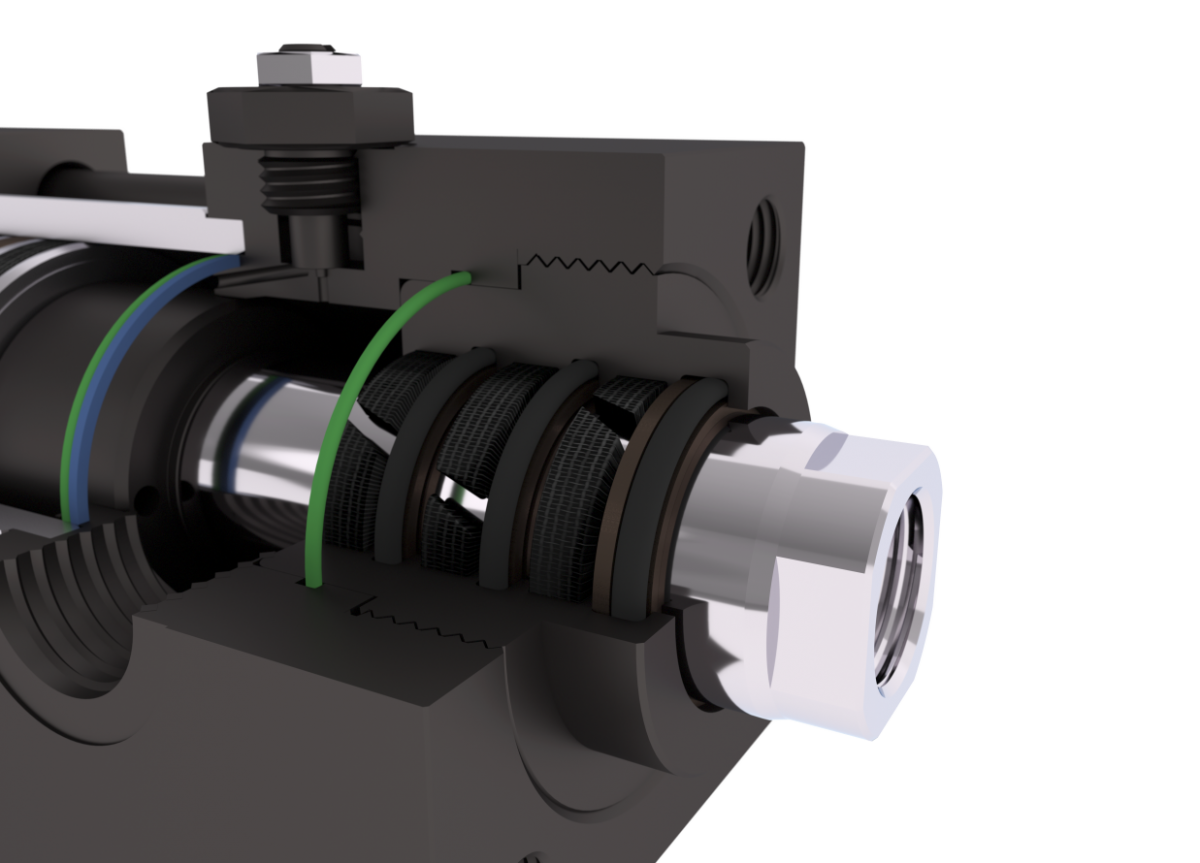
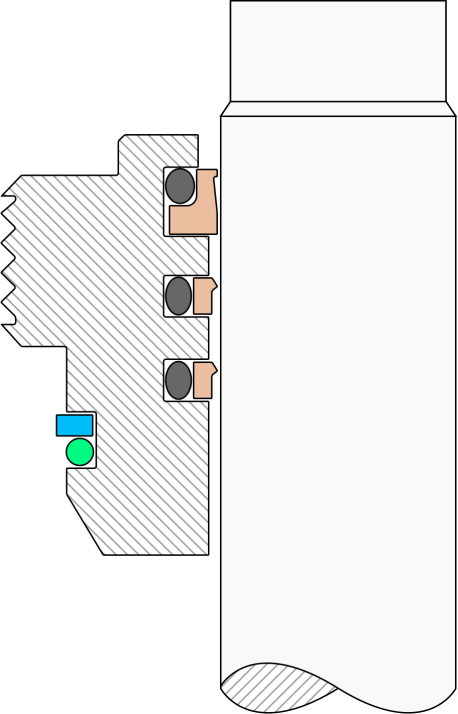
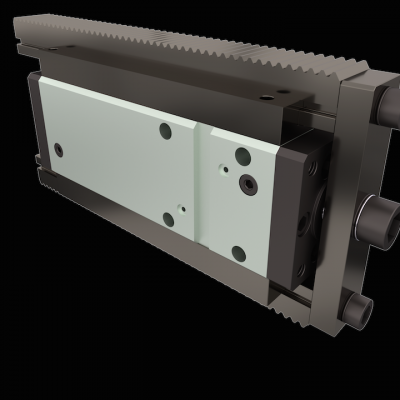
- Make the rod undependant from moving parts, as much as possible (or guide the moving parts as precisely as feasible). A good example of that is the use of a floating joint (see picture below on the right), or accessories which simulate its function (picture below on the left).
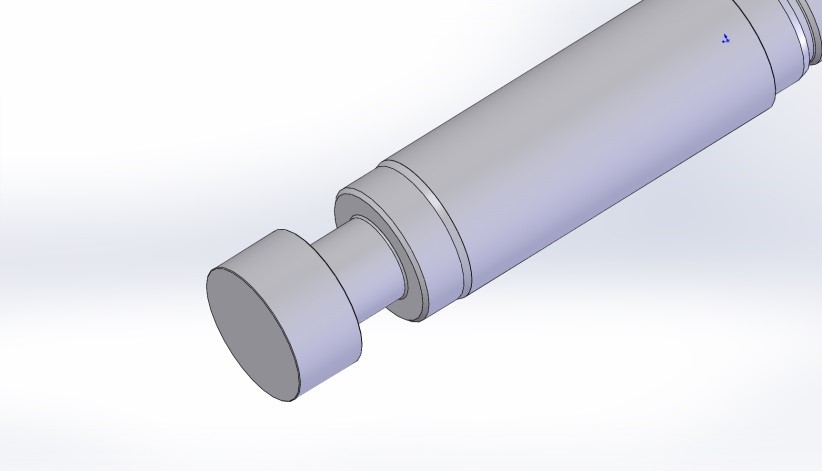
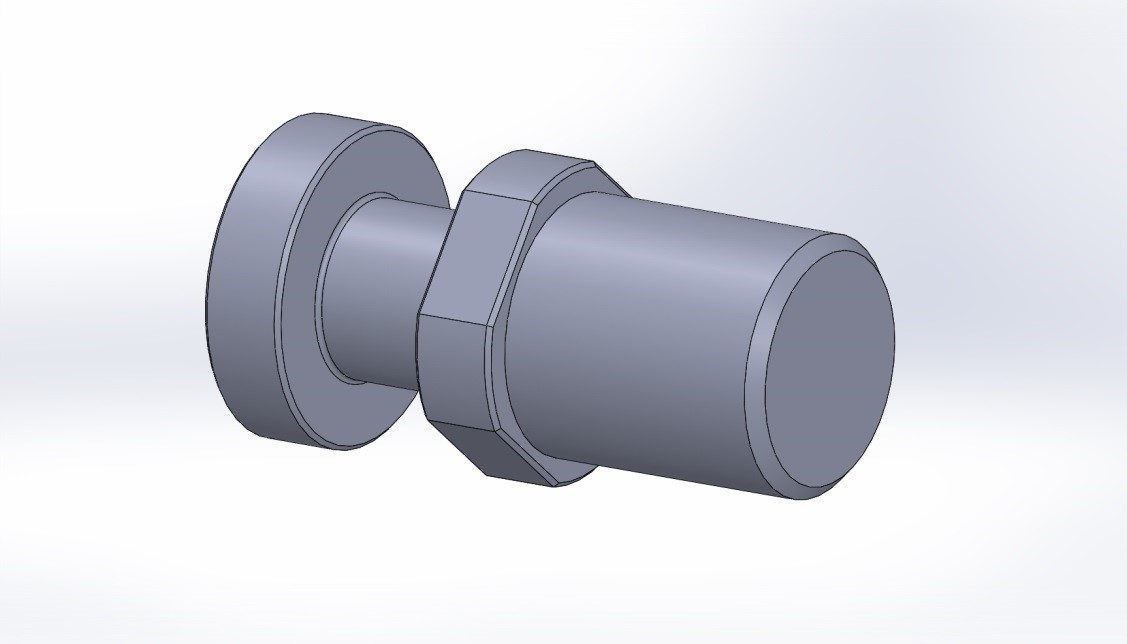
Basically, a floating joint assures some clearance between the part and the connected rod. Such clearance should be radial and a little bit axial. Doing so, even an angular misalignment can be recovered.
The picture above shows a rod with an integral floating joint, installed into its counterpart, so you can see how it works.
If there is a side load on the rod end, wear is much faster and in a short time its surface or the seals themselves can be spoilt. This will lead to oil leakage. Typically, this situation is marked by scratches on the rod.
- Keep your circuit clean and use the right type of oil. This shouldn’t even be mentioned in a seminar, because it’s the base of all hydraulic applications. Unfortunately, sometimes they are not respected and troubles arise.
- Avoid pressure spikes. In concept, this is more of a design than an application problem. Also, it is perhaps the trickiest possible limit or problem which can be faced. In fact, it is not a limit of hydraulic in molds, because any other system might have the same conceptual problem. Briefly, if the load is more than what designed, it will apply somewhere. If there is a large mass without cushioning and the valve is closed before the end of the stroke, the trapped-in oil will raise in pressure, and the values can be all but negligible.
What can the result be? In tie rod cylinders with stainless steel tubes, it will simply swell as in the picture below. Please remind that (without entering into technical details and calculations), this is the ‘smoking gun’ proof that pressure spike was at least from 1.5 to 2 times the nominal value. However, this is typically due to wrong maneuvering, not to the cylinder. We have sold many thousands of cylinders, and only a handful have had this problem.

In other cases, fatigue cracks occur and the part, sooner or later, fails. Any part of the cylinder can be involved (body, rod, piston, floating joint), depending on the specific application and situation.
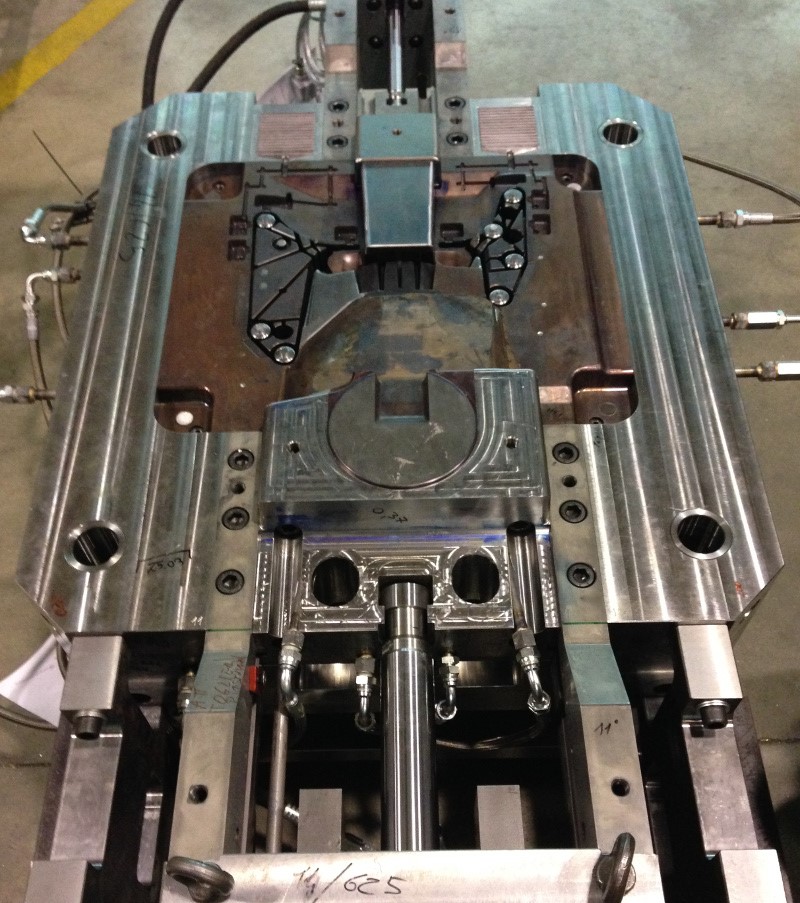
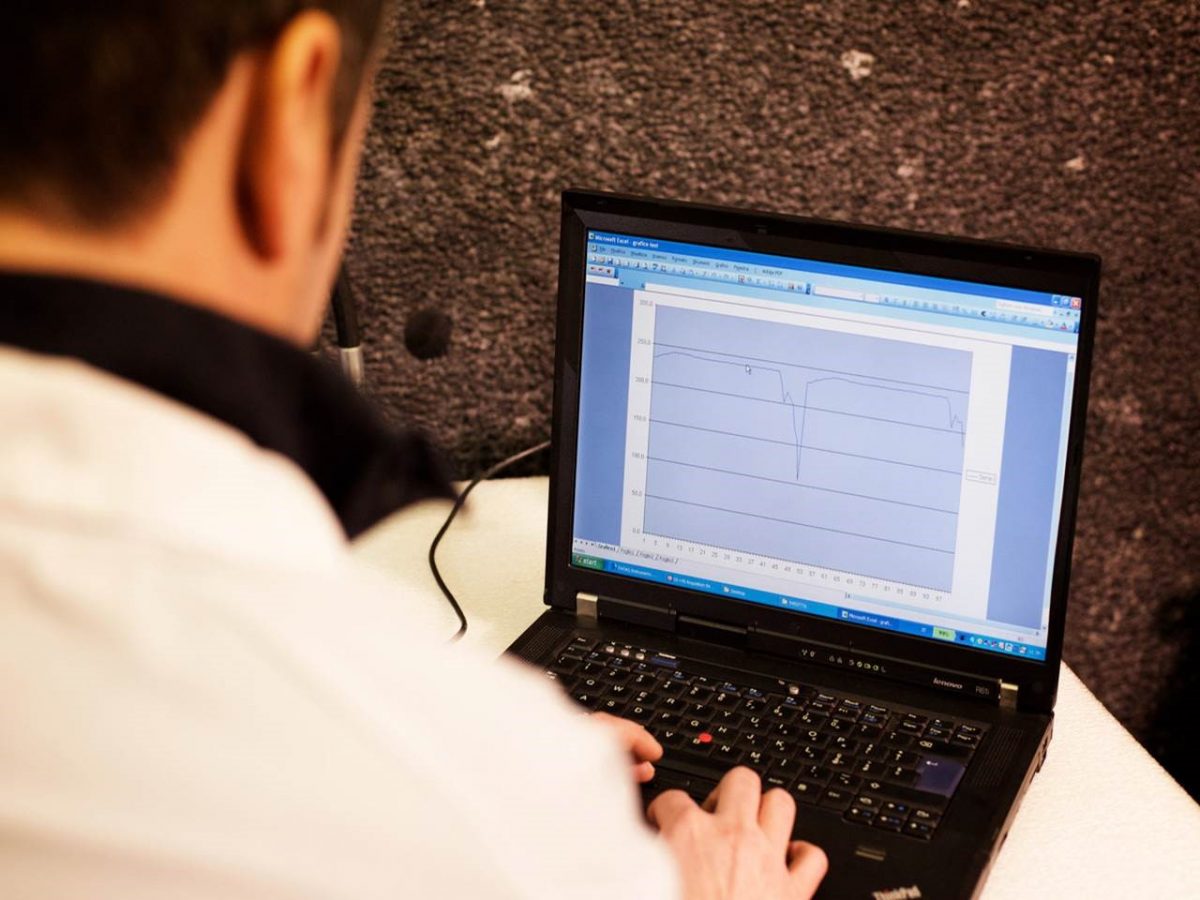
To solve this problem, which has a huge influence on the customer, Vega developed a special PC-based system with pressure gauges and an analysis software, to detect pressure spikes as short as a few milliseconds.
The pictures below show the aforementioned system and a graph recorded on the field.
- Avoid very low oil pressure. Hydraulic cylinders typically operate at a much higher pressure than pneumatic cylinders, and their seals push on the tube with greater force. That’s why their minimum operating oil pressure is greater, generally above 10 bars. In this case, however, sealing efficiency can drop (due to their dynamic nature) and some leakage may occur. Different cylinder manufacturers have their own standard, but a minimum operative pressure of 50 bars is a reasonable average. If a perfect seal is required even at low pressures, a different type of seals must be used, but the results can be excellent.
- Even motion of ejection plates. This can be done in several ways, but the best option is a balanced circuit, where all the tubes/holes/hoses are of the same length. If not, as it is a dynamic (and not static) situation, each cylinder will go by its own. An example to avoid is shown in the following picture:
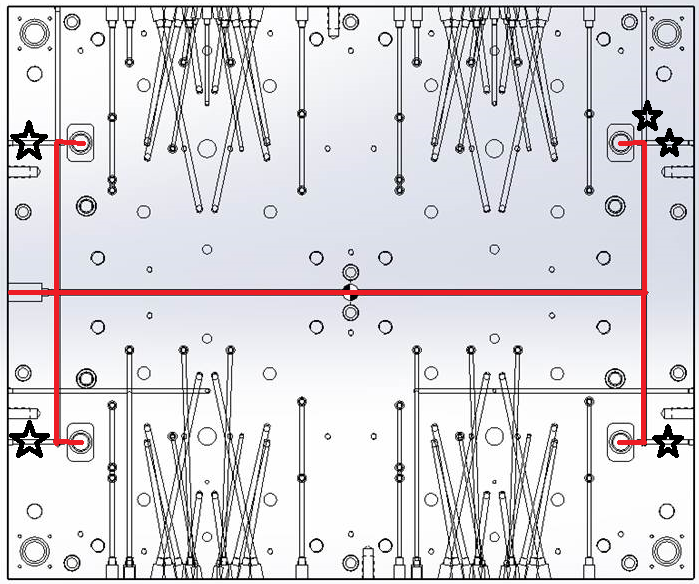
As you can see, oil supply is on the center left part, so the half-circuit on the left is much closer to the pump than the one on the right. This will cause dynamic unbalancing in the circuit and the four cylinders will not move together, evenly and smoothly.
Other systems are flow control valves or oil flow balancers. The latter are more complicated and, consequently, costlier. They require a preventive study, but the problem is that, if the operative parameters change, the balancer will not work as it should.
Conclusion:
The perfect system has yet to come. It should be cheap, highly efficient, perfectly controllable in speed and torque, and capable of supplying a huge power in a tiny space. None of the existing systems come close to this.
However, hydraulics in molds appear to be the most flexible and compact way to supply the ‘drive’ power and to actuate the auxiliary equipment. This is valid both for plastic and pressure die casting sectors.