As the new COVID-19 disease is causing emergencies and crisis all over the world, Vega continues to be operative, proving to be a pillar not only for the automotive and mechanical field, but also for the medical world. All of this has been possible thanks to the many innovative features that our Research and Development (R&D) Department has been producing all these years. Concerning these innovative features—and especially about the new V270CG cylinders—we decided to interview the Manger of said Department—Alessandro Draganti.
Why can it be said that price of CG cylinders beats that of other locking solutions, such as inclined columns, interlocked cylinders and inclined-plane cylinders?
Inclined columns are widely used to withstand injection pressure: they are conceptually simple mechanisms, and they don’t need external forces—such as hydraulic units—to be moved. It’s true that they need a very precise and careful actuation, but this is not their major flaw. The main issue is that their lateral movement is just a small fraction of their axial movement. Therefore, in order to achieve a lateral movement of 50 mm, an axial movement of more than 100 mm may be required. Furthermore, when very high forces are involved, the overall size and encumbrance may be quite a problem. It’s true that they might be a cheaper solution than self-locking cylinders, but their applications are not exactly the same.
The same is true for interlocked hydraulic cylinders. In these units, one hydraulic cylinder is used to actuate all movements, whereas another perpendicular cylinder actuates the locking system. This way, it is possibile to withstand greater pressures and forces than it would be using just one cylinder. Unfortunately, other mechanisms and support guides need often to be added, and this adds up to the overall size, cost and complexity of the system. Anyway, it has the advantage of being cheaper than a V260CF cylinder, whereas there’s not much price difference between this solution and a new V270CG cylinder. The third solution that is usually offered is the use of a inclined-plane cylinder. However, this solution is usually more expansive and even more complicated to be actuated. Therefore, unless very high forces are involved, inclined-plane cylinders and self-locking V270CG cylinders can offer very similar performances. Indeed, a medium-sizes V270CG cylinder with inclined planes may be the optimal solution!
Some of our customers are perplexed about self-locking cylinders. Their worries usually concern 1) the regulation procedure, 2) the fear that sectors might get stuck, and 3) problems that might arise during mold designing . What can be done to solve these issues and to reassure our customers?
It’s true that some of our customers have been perplexed about it, asking the same questions mentioned above. However, all these problems can usually be solved quite easily.
- Concerning the regulation procedure, it goes without saying that usually all mechanical pieces need some sorts of regulation. Even the simplest connection cylinder rods and plugs needs to be regulated in order to be correctly placed as designed. Therefore, it only makes sense that self-locking cylinders need to be regulated as well. A greater deal of attention is needed, though. The rod of the cylinder must reach the end-stroke position, batting on the internal shoulder of the cylinder, in order for the locking system to be actuated. Otherwise, holding forces cannot be guaranteed. Granted, regulating these cylinders may not be as easy as others, especially according to mold construction. However, for professional mechanic experts with all the needed tools, it should not be a major problem. With the previous V260CF cylinders, switches as well needed to be regulated, and it was a very delicate and complicated procedure. But that’s not the case with the new V270CG cylinders. Their inductive switches are carefully placed within the cylinder chamber, and they can withstand high hydraulic pressures. Their placement has been carefully designed, and many tests have been made. Therefore, they do not need to be regulated, and their optimal performance is always guaranteed. One last thing that needs to be regulated is the cylinder preload. This is probably the most difficult regulation, since it needs a lot of attention and involves few hundredths of a millimeter. However, regulation is needed just in a few cases, that is, when slurs are to be avoided on finished pieces. In all other situations, preloads are not necessary. Moreover, it’s to he remembered that all the other systems used to withstand hydraulic pressure do not allow for preloads to be regulated. That is possible only with self-locking cylinders, so it’s not a big issue. It’s true that preload flanges may be necessary, and unlike many other companies, Vega can provide them when needed. Otherwise, the whole regulation procedure may be quite long. It means determining how much preload is needed, examining all the flaws and defects on the finished piece, letting the mold cool off, removing the cylinder, acting on the fixing system, bringing the mold back to the right temperature and starting molding again. If the result is not as expected, the whole procedure needs to be repeated all over again. Special attention must be given to the effective preload, since values greater than those on the catalog must be avoided in order not to damage the whole cylinder. Granted, all this work can seem quite daunting. The good news is that it needs to be done just once, that is, at the beginning of the productive cycle. In fact, many of our customers prefer to give up on the preload flange and do all the regulation procedure mentioned above by themselves!
- As for the sectors getting stuck, it must be said that self-locking cylinders are carefully manufactured mechanical units, and they need a lot of precision and attention when installed. Anyway, the same is true for molds as well, which are even more complex! During all these years, Vega gained a lot of experience and sold many thousands of self-locking cylinders. Sector malfunctioning is very limited and does not imply a complete stop of all working cylinders, thought it still needs to be solved. Lately, however, many enhancements have been made in order to avoid sectors getting stuck or other sorts of malfunctioning. But when it comes to hydraulic fluids, things are a little more complicated. Though hydraulic oil gives no problem at all, water and glycol mixtures have a lower friction coefficient. Therefore, Vega cannot guarantee for hydraulic water-glycol cylinders, but in most cases there should be no problems as well.
- As for problems arising during mold designing, usually self-locking cylinders simplify it instead of complicating it. Less calculations need to be done, and there are fewer components to be designed as well. However, problems may arise concerning these calculations. Some molders prefer to calculate them on their own, others put their trust in their own experience. If the latter are used to oversized systems, probably they will stick to their own standards, and won’t worry much about loads. However, this way molds will not be small-sized. Fortunately, Vega is always available to aid customers in designing and choosing the most suitable self-locking cylinders for their applications. Of course, Vega has its own safety rules, and up til now no dimensioning made by Vega happened to give problems.
What can be achieved thanks to the long strokes of V270CG cylinders?
Years ago, Vega was asked to build a self-locking cylinder, stroke 400,  for the hollow legs of chairs. Back then, it was impossible to design something like that, and even trying would be quite expansive. Even now it would be impossible to build a cylinder bore 30, stroke 400. However, thanks to the V270CG cylinders, it’s now possible to achieve greater flexibility with lower costs! Moreover, by means of the additional strokes that have been implemented, it is also possible to move elongated plugs and wedges, widening the usage of self-locking cylinders and simplifying mold designs. Before V270CG cylinders, our customers would sometimes ask for a stroke longer than the one designed for its respective bore. Therefore, they would have to buy a bigger cylinder for which said strike was available—not only it meant a bigger encumbrance, but also higher costs! But now longer strokes are available, and all these problems are past.
for the hollow legs of chairs. Back then, it was impossible to design something like that, and even trying would be quite expansive. Even now it would be impossible to build a cylinder bore 30, stroke 400. However, thanks to the V270CG cylinders, it’s now possible to achieve greater flexibility with lower costs! Moreover, by means of the additional strokes that have been implemented, it is also possible to move elongated plugs and wedges, widening the usage of self-locking cylinders and simplifying mold designs. Before V270CG cylinders, our customers would sometimes ask for a stroke longer than the one designed for its respective bore. Therefore, they would have to buy a bigger cylinder for which said strike was available—not only it meant a bigger encumbrance, but also higher costs! But now longer strokes are available, and all these problems are past.
What are the differences between the many self-locking cylinders on the market?
Self-locking cylinders are used to directly withstand pressure within injection chambers. Usually they allow to simply complex mechanisms, replacing them with just one cylinder. Though self-locking cylinders are usually more expensive, the final overall cost is often greatly reduced. Encumbrance is reduced as well, and that is of the greatest importance when it comes to mold-designing. It is also possible to avoid blurs and imperfections from the injection chamber thanks to a pre-load (compression) system on the rod.
Self-locking cylinders can be divided into two large groups:
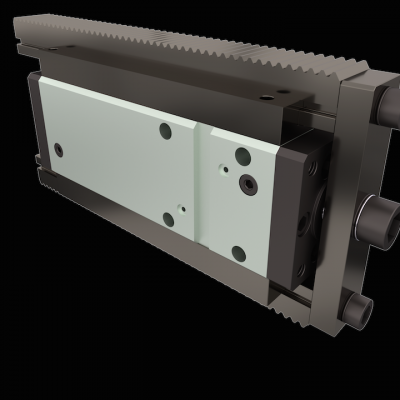
• Locking system acting on a groove on the rod. On the market, these cylinders are available both in cylindrical and parallelepiped shape. The rod is grooved in order to place the sectors in locking position. An additional piston is needed for locking, but when it gets back, the sector is automatically opened by the groove on the rod.
Obviously, some other pieces are needed, such as a control piston linked to the rod, a end-of-the-stroke stop, a cartridge, and further changes in order to allow the passing of oil towards the locking piston.
• Locking system acting on a groove on the body. Here it is the body—usually cylindrical in shape—to be grooved in order to place the expendable locking sectors. Lathing workings are needed, as well as thermal adjustments, and all these changes make production of standard and special cylinders quite complicated. However, fewer changes are needed than with the previous solution.
Moreover, one of its greatest pros is that its load capacity is greater, whereas its overall encumbrance way smaller.
This is true for optimized solutions requiring a constant hydraulic pressure during its locking phase. There are some solutions that do not require such pressure, but their performances are way inferior and their encumbrances greater. Another simpler and cheaper solution is using a piloted check valve that is capable of keeping a constant pressure during the locking phase. These cylinders are usually mounted on the mold, and even if it means longer mounting procedures, yet its overall compactness makes up for it.
Which solution is the best? Which pros and cons do they offer?
It goes without saying that each solution provides locking sectors—from 2 to 5—acting on different parts of the cylinder.
1) Locking System on the Rod
a) Pros
— Many pieces need thermal treatments, but since they have a simple shape, the lathing process is not complicated.
— Mechanical locking can be maintained even without hydraulic pressure.
— Custom strokes are easier to be produced, since pieces requiring thermal treatments are always the same, apart from the rod.
— The locking system features a more regular structure, offering better performances when the cylinder rod is retracted.
b) Cons
— Several pieces need to be lathed, and oil tubes need to be created in order to move the additional rod.
— With equal size and materials, its holding force is inferior than the one provided by many other cylinders. For example, with a Vega cylinder bore 45 stroke 32, the surface available to support its load is reduced by 25% when the locking system is on the rod, and the holding force of the cylinder is reduced as well.
— Cylinders come in many different shapes, but a parallelepiped-like cylinder, bore 45, offers a diameter smaller than 75 mm. On the other hand, a compact cylinder is nearer to something like 150 X 125. Of course, when it comes to molds, overall sizes must be reduced. Concerning strokes, Vega cylinders are 30 mm shorter, and their nominal load is greater than the one given above (Vega: 200 kN; other cylinders: 175 kN).
— If we take into account other sorts of cylinders—similar to self-locking tie-rod cylinders—diameter length can be reduced even more (other cylinders: 75 mm; Vega: 72 mm). The overall length as well is just a bit longer than cylinders from Vega.
2) Locking System on the Body
a) Pros
— With equal size and materials, holding force is greater. For example, with a Vega cylinder bore 45 stroke 32, the surface available to support its load is increased by 25% when the locking system is on the body instead of the rod, and the holding force of the cylinder is increased as well.
— Cylinders come in many different shapes, but a parallelepiped-like cylinder, bore 45, offers a diameter smaller than 75 mm. On the other hand, a compact cylinder is nearer to something like 150 X 125. Of course, when it comes to molds, overall sizes must be reduced. Concerning strokes, Vega cylinders are 30 mm shorter, and their nominal load is greater than the one given above (Vega: 200 kN; other cylinders: 175 kN).
b) Cons
— Bodies need thermal treatments, making production more complicated. Also, special strokes take longer to be produced.
— Usually, the locking system needs to be maintained by means of hydraulic pressure. However, this can be easily achieved by means of check valves.
Our choice is definitely inclined towards cylinders with locking system on body, and therefore a stronger rod—forces are greater, and size is smaller. Issues arising from thermal treatments on the body can be easily avoided thanks to the new production procedure designed by Vega. Therefore, the price of our new V270CG is definitely low and competitive!
What changes have been made to switches in the new V270CG version?
V270CG cylinders only feature inductive switches within the cylinder chamber, available on demand.
They are not adjustable, but Vega designed their placement so as to offer the best and most optimal performances. This is a major improvement over the previous version, which was more delicate and harder to regulate.
What are some advantages of the new V270CG cylinders?
The new V270CG cylinder—based on an entirely redesigned V260CF—brings about many enhancements in function and manufacturing. The rod has a longer guide, and therefore it is possible to have longer strokes and a scraper to protect the rod—something missing on the V260. Body components have also been redesigned in order to withstand greater pressures, making maintenance easier to perform.
The whole redesigning process involved production methods as well, which have been greatly simplified. In this way, both delivery times and costs are reduced—especially for special versions—but the quality of the cylinders is much greater. Clamping size is the same as earlier V260 versions, so it is possible to install the new version on pre-existing molds. This will make things much easier for our customers.
Why can the CG cylinder be defined eco-friendly?
Leaving performances and confront force unchanged, a self-locking cylinder has a greater price than an equivalent, normal cylinder. Except for their smaller size, do self-locking cylinders offer any other benefit? What about their energy impact?
For example, even with a preload, a Vega cylinder bore 36 with a confront force of 100kN is good enough. If one of the most used and available pressure values (140 bars) is used, then a conventional cylinder with a bore of 100 mm is needed. With a stroke of 35 and a speed of 0.2 m/s, we have:
• V260: flow rate 12 l/1’; pressure 140 bars; required power 3,5KW
• V215: flow rate 90 l/1’; pressure 140 bars; required power 26 KW
If piloted check valves are used, even less power can be required by V260 cylinders, and that means that no power would be required during injection.
This comparison clearly shows the great potentiality of these cylinders—they might be a little more expensive at first, but many hundreds of dollars per year can be saved in the end*!
* It greatly depends on the operating modes of hydraulic circuits. Sometimes, savings may result to be not that much.