

As you know, plastic components evolved a lot in the past years. For example, the printer you had on your desktop 15 years ago looked more like a cube than anything, while now it is effectively a piece of design.
What is the effect of such evolution on molds? Very important indeed. Parts are becoming more and more complex, so just the longitudinal (open and close) movement of the injection press is no longer enough.
Another change involves the materials used: many parts were formerly metallic, but now are plastic. This allows for new shapes, new flow of stresses inside of the parts, often a higher resistance always coupled with a lower weight. Examples of this development are in everyday life: automotive parts (especially the fashionable very elongated lights), home appliance, medical, gadgets and so on.
Complex shapes involve a number of undercuts, which may be difficult to manufacture.
The most common methods to solve this problem are:
- Slanted columns
- Hydraulic cylinders
Slanted columns.
The simplest way to get rid of undercuts is via slanted columns, as you can see in the following pictures.
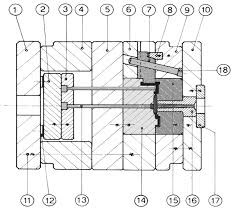
When the press opens, the column forces the part matched, lifting it (in this case) and consequently releasing the undercut. More complex situations can be seen in these other pictures.
They have been in use for quite a long time, so any mold maker should theoretically be able to design and manufacture them.
Pros: generally easy to make, even if they clearly require some precision. As they move with the press, no further drive or actuating system is required. They are normally rather cheap and compact.
As you will see later, most of the cons apply to very complex molds. For simple molds, columns are perhaps the best solution.
Cons: their use is limited by the mold and the shape of the part. They cannot be applied always and everywhere.
Their shape must be studied according to the design of the mold, so they cannot be used ‘as is’ in other molds even if similar.
If many undercuts are required, their number increases and the mold may become complex.
Another problem is length. For sliding efficiency, their angle must be kept low (say, 30°), therefore a side displacement of 10 mm requires an axial one close to 20. Imagine what happens if the side stroke is 50 mm or more… Also, columns must have a guide and be dimensioned for flexural forces… For long strokes and high forces, they can become a nightmare. Think of a column breaking, or its slide seizing…
They cannot be actuated independently from the mold opening. So, if a special cycle is required, they cannot be used.
In countries where labor cost is high, the saving in money compared to a cylinder may be not so important.
Hydraulic cylinders.
For long strokes there is no option: a hydraulic cylinder is the most used solution. This is usually valid also for intermediate strokes, leaving the columns to handle only the shortest ones.

Pros: Generally easy to place and to use. Reasonably compact.
Cons: Price, connections, valves and so on.
For other pros and cons, please read below…
Anything else?
There is a third option coming in the picture and we would like to explain why: compact hydraulic cylinders.
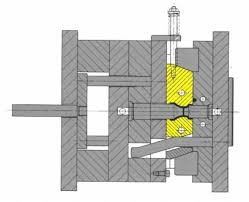
As columns are ok for short strokes, why are so many compact short-stroke sold nowadays? Of course we are not dealing now with the ‘long stroke’ compact cylinders such as the one on the right in the picture below… It’s more like the one on the left.

It’s interesting that a large number of Vega block cylinders are sold as short stroke (say up to 50 mm max): why so many, if columns are cheaper?
We interviewed a number of mold makers, and we found their answers very interesting.
- First of all, a hydraulic cylinder is very flexible and easy to install, independently from the stroke. The background for that lies in the way molds are designed and made today. Very rough data are given, but often, during development, the customer requires changes which, sometimes, are quite big. In this case, a column would imply a total remake, while with a cylinder (provided it remains within the maximum dimensions) everything comes easier.
- A very important bonus of a cylinder is timing. In fact, it can be actuated at any time, and this is really safe, especially if end-of-stroke limit switches are used. Therefore, the cylinder can be actuated at any of the three phases (mold closed, during mold opening, or after the mold did open). This is time-saving (we know cycles are becoming shorter and shorter), as well as piece-saving. In facts, its distortion can be avoided paying attention to the right moment when extracting the cylinder (e.g. even if the mold is still closed).
Pros: Those seen above.
Cons: Same as for the hydraulic cylinders. Here we would like to add (only for completion) about possible leakages. But if this were really a problem, no hydraulic press should be used anymore.
Of course, that’s not the case.
First of all, first quality products generally have very high performances and don’t leak. Secondly, according to the specific requirements, a first rate company like Vega can study the case together with the customer and find the best possible solution for their specifications. For example, Vega can also build a customized a rod cartridgewith an oil leakage channel; this is to avoid oil spreading everywhere.
Conclusion:
The perfect system has yet to come. Columns are good in some cases, cylinders are perfect in many others.
Anyway, these two systems together are almost perfect, but the mold maker should know exactly which one to adopt for a certain case and why.
We hope this article has helped you making conscious decisions while designing your mold.

