Preventing Seepage and Simplifying Mold Design
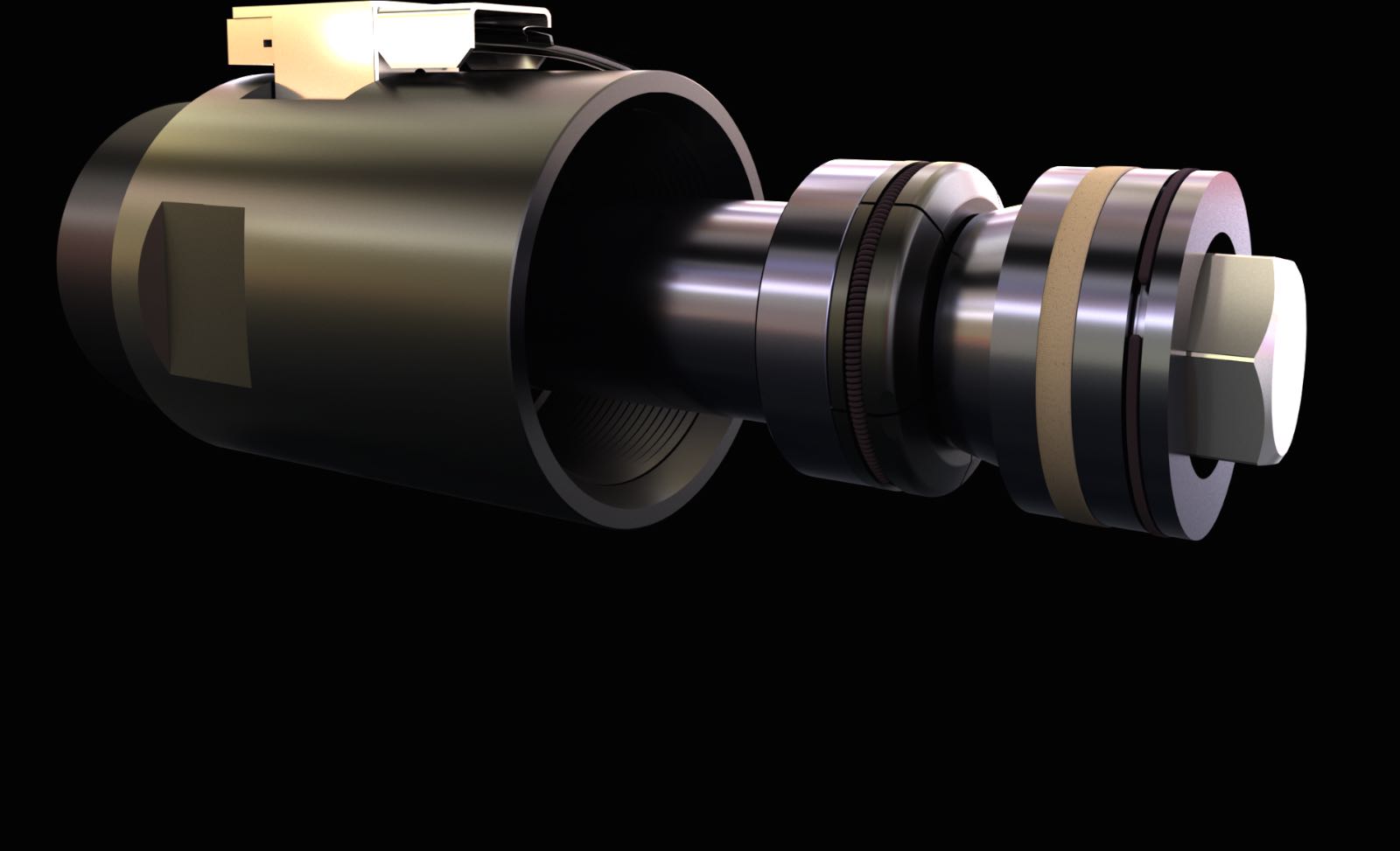
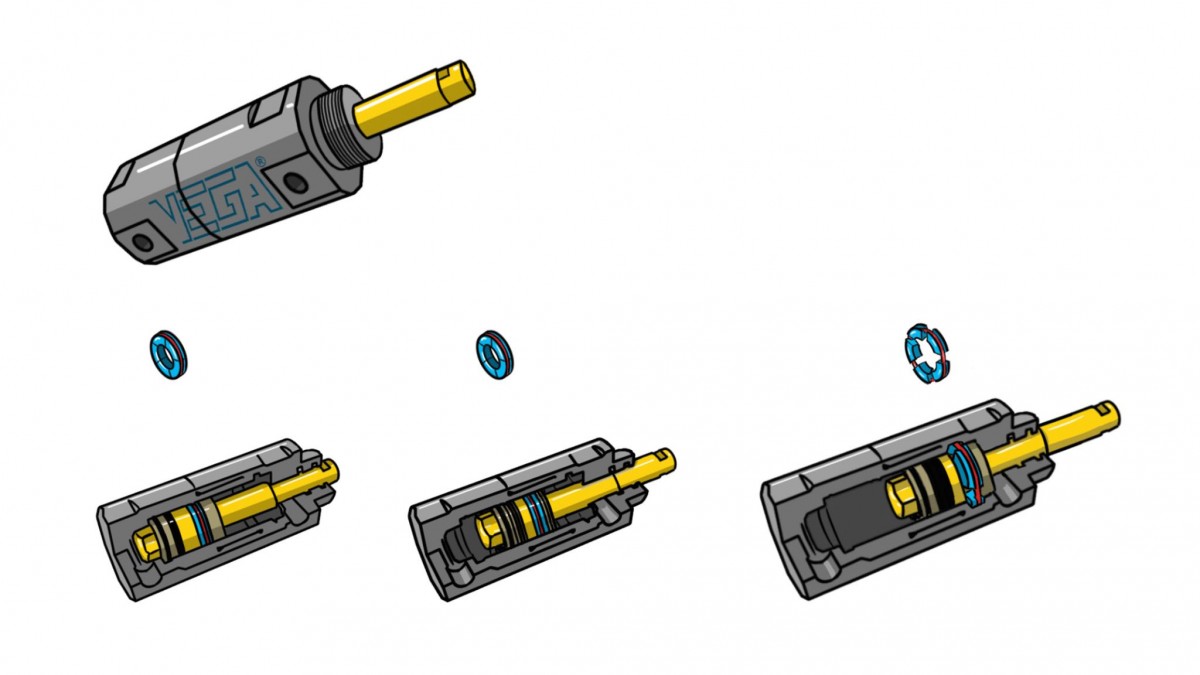
Mold manufacturers face many challenges in building molds. Doing as much as possible in as small a space as possible is always the goal, but certain movements necessary with the mold can be difficult to accomplish. Sliding cores are an example of this type of challenge. Some of the more common methods of moving and holding a sliding core in position are angle pins, horns, heel blocks, and pneumatic or hydraulic cylinders. When high injection pressures are necessary to fill the part, cylinders can have difficulty holding position against them. Sometimes coupling the cylinder with check valves close to the mold can resolve this, but depending on the amount of injection pressure, a standard block cylinder with a very large bore size may be required. This of course uses valuable real estate within the mold. A simple solution would be a self-locking cylinder. This cylinder type enables independent movement of the sliding core and completely eliminates wedges. It accomplishes this by using a multi-taper segmented ring, that while in the open position, fits tightly into a groove inside the cylinder body on one side. On the other side, it pushes against a shoulder in the rod. Inside, the taper cylinder piston keeps the ring in position. This results in the plastic injection pressure from the part cavity pushing against the segmented ring, instead of straight hydraulic pressure, locking the slide without the need for a heel block. Avoiding separate heel blocks or additional cylinders assures a smaller mold base, which means simplified mold designs and reduced material costs.
To give you an example of the holding forces possible, a standard locking cylinder with a bore of 84 mm can withstand static forces up to 70,000daN. This would require a bore size of 200 mm with a standard cylinder and a high quality check valve withstanding 450 bars. In this example, a self-locking cylinder will only work properly if the rod reaches its outermost position because only then can the segmented ring engage properly in its seat. This kind of cylinder should also perform a complete stroke-in as well, in order to operate efficiently.
In some cases* the core must touch other parts of the cavity wall in a precise manner. Even a tiny gap, can cause flash to occur. Flash is excess material on solidified plastic parts. Traditionally, flash can be avoided either by reducing injection pressure or by increasing clamping force. Flash normally occurs when the closing surfaces spread apart a little due to injection pressure and material elasticity. Preload can help solve this problem.
Since a Self-locking cylinder must reach its full stroke in order to lock into position, a preload may be required here as well.
 To help explain preload and the problem of seepage, let’s look at a tie-rod cylinder. When it is assembled, tie rods are tightened (elongated) and the tube is compressed (shrinks). When oil pressure is applied, the additional elongation and stress in the tie rod is negligible, thanks to the recovery in compression of the tube. In practice, oil pressure is supported by transferring the force from the tube (compression) to the rod (elongation). The system is very stiff and fatigue stress is greatly reduced.
To help explain preload and the problem of seepage, let’s look at a tie-rod cylinder. When it is assembled, tie rods are tightened (elongated) and the tube is compressed (shrinks). When oil pressure is applied, the additional elongation and stress in the tie rod is negligible, thanks to the recovery in compression of the tube. In practice, oil pressure is supported by transferring the force from the tube (compression) to the rod (elongation). The system is very stiff and fatigue stress is greatly reduced.
Something similar occurs in pre-loaded self-locking cylinders. The rod, when fully out, presses against a stop and is compressed. The result is a force between the two closing surfaces of the core. When injection pressure comes, this force prevents plastic material from seeping in, so flash is avoided. When using preload in a cylinder, it can be accomplished by mounting shims between the cylinder and the mounting surface. Because the measurements are very precise like a few hundreds of a mm, it could take several attempts to get the correct amount of preload. This means assembling the mold, testing, disassembling the mold, adding or removing shims, and reassembling.
Another option for preloading a self-locking cylinder is a threaded flange. The flange is mounted on the mold. The locking cylinder is then threaded onto the flange. This flange has a set screw that will maintain the position of the cylinder on the flange. Preload can then be adjusted by releasing the set screw and turning the cylinder in small increments to move it forward or backward. Tighten the set screw and you are ready to test again.
*It depends on mold construction and on the requirements of the finished part to obtain. Cylinder manufacturer cannot decide. Generally, a flange on the core leans on a counterpart in the mold, and there must be no clearance to avoid any seepage. The specific situations are so variable that it’s difficult to describe them better.