

When selecting a hydraulic cylinder for a side-core movement, many engineers focus on a single question:
Can the cylinder withstand the injection pressure?
It seems like a logical approach.
After all, during injection, the molten plastic generates enormous forces that attempt to push the slide open. If the cylinder can resist those forces, the application should be safe.
Or should it?
Recently, Vega Technical Dep. was asked to evaluate the replacement of an existing hydraulic system in an injection mold. The customer wanted to upgrade the mold using Vega self-locking cylinders and requested a complete technical review before proceeding.
What initially appeared to be a straightforward cylinder selection soon became a valuable lesson in mold engineering.
The Challenge
A mold maker, identified here only as C.H., was experiencing reliability issues with an existing hydraulic solution and wanted to determine whether Vega self-locking cylinders could be integrated into the mold.
Rather than recommending a cylinder based solely on dimensions, Vega Technical Dep. requested the 3D model and performed a complete engineering analysis of the application.
The mold contained two independent side-core movements, each subjected to significant loads generated during injection.
The objective was simple:
Identify the correct cylinder size and verify that the proposed solution would operate reliably over time.
Looking at the First Slide
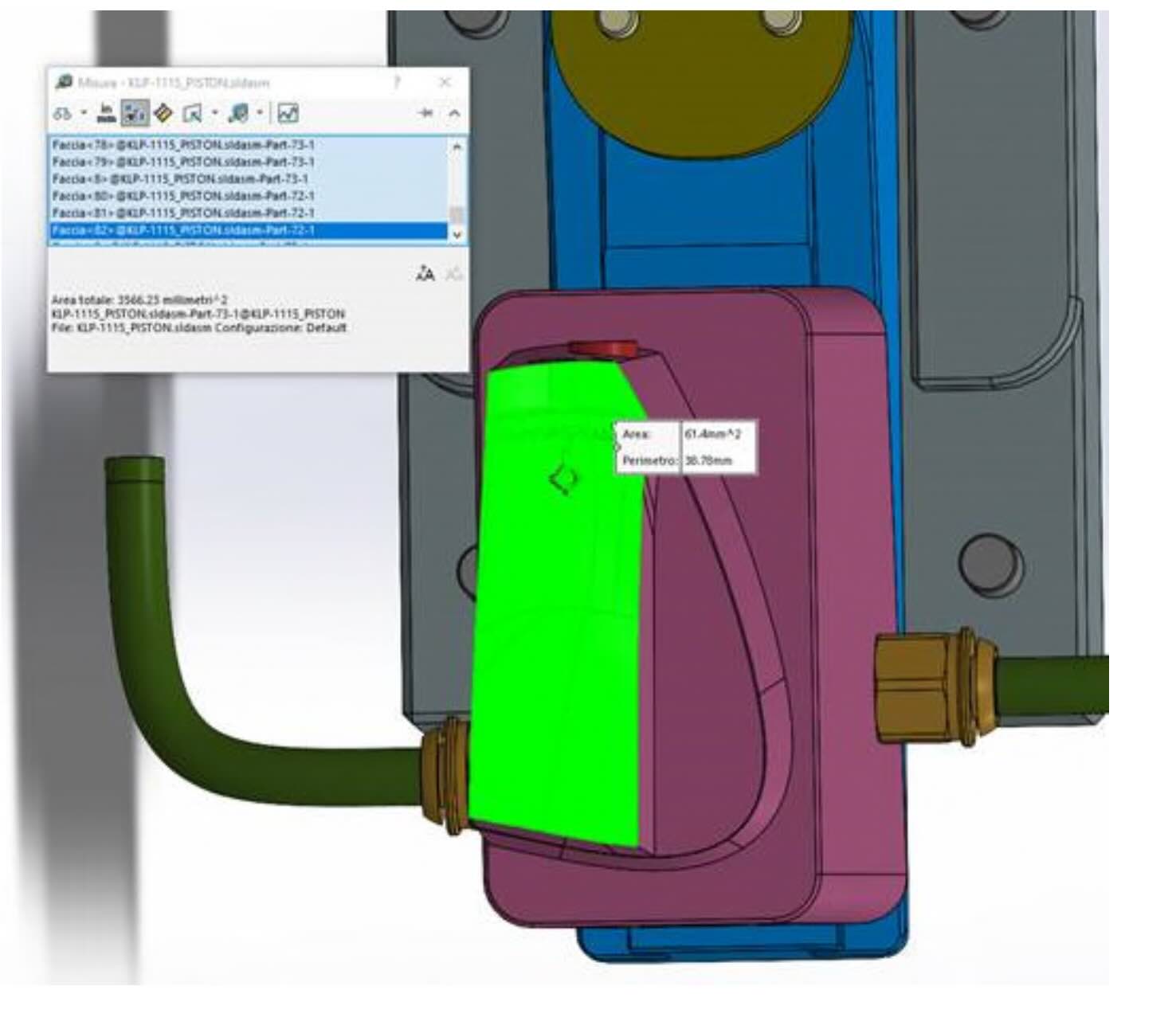
The first side-core presented:
- Projected surface area: approximately 35.66 cm²
- Estimated cavity pressure: 550 bar
- Slide angle: 20°
Using these values, the force generated by the plastic during injection was calculated at approximately:
19,600 kgf
Because of the slide geometry, the actual load transmitted to the hydraulic cylinder was approximately:
7,138 kgf
At first glance, the cylinder selection appeared straightforward.
But the analysis was not finished.
The Force Many Engineers Forget
One of the most common mistakes in mold design is assuming that the force required to keep a slide closed is the same force required to open it.
In reality, these are two completely different conditions.
During injection, the cylinder must resist the pressure generated by the molten plastic.
During mold opening, however, the cylinder must overcome a different phenomenon:
the stripping force generated by the adhesion between the molded part and the side-core.
As the plastic cools and shrinks, it grips the steel surfaces of the slide.
The cylinder must then pull the core away from the molded component.
This extraction force is often overlooked during preliminary sizing calculations.
Yet it can be the factor that determines whether a mold operates reliably or experiences repeated problems throughout its service life.
Calculating the Stripping Force
Following the methodology commonly used in mold engineering, Vega Technical Dep. estimated the stripping force generated by the molded component.
For the first slide, the extraction force was calculated at approximately:
1,370 kgf
This value had to be considered together with all other operating conditions.
The result was significant.
A cylinder that appeared acceptable when considering only injection pressure could become marginal when real extraction forces were included in the analysis.
For this reason, the initially considered cylinder size was not recommended.
Instead, Vega Technical Dep. proposed a larger and more reliable solution.
The Second Slide
The second side-core required a similar analysis.
The main parameters were:
- Projected surface area: approximately 28.6 cm²
- Estimated cavity pressure: 550 bar
- Slide angle: 20°
The resulting force generated by the plastic was approximately:
15,730 kgf
The load transmitted to the hydraulic cylinder was approximately:
5,725 kgf
Again, the calculation process went far beyond simply evaluating cavity pressure.
Both the injection forces and the extraction forces were reviewed to ensure reliable operation throughout the life of the mold.
Engineering, Not Catalogue Selection
This case demonstrates an important difference between selecting a cylinder from a catalogue and performing a true engineering review.
A catalogue can provide dimensions and force ratings.
It cannot evaluate:
- The geometry of the slide
- The influence of draft angles
- The projected area exposed to cavity pressure
- The adhesion between plastic and steel
- The extraction forces during mold opening
- The interaction of all these factors
Only a complete engineering analysis can do that.
This is why Vega Technical Dep. reviewed the entire mold design before making a recommendation.
Why Mold Designers Must Evaluate Two Different Forces
Good mold design requires evaluating two separate operating conditions.
Condition 1: Injection
The hydraulic cylinder must resist the forces generated by cavity pressure.
Failure to consider these loads can result in slide movement, flash, dimensional problems, or mechanical damage.
Condition 2: Extraction
The hydraulic cylinder must overcome the adhesion and friction forces generated when the molded component shrinks onto the slide.
Failure to consider these forces can lead to difficult opening, excessive wear, unstable operation, or premature cylinder failure.
A cylinder that performs perfectly in one condition may be inadequate in the other.
This is why both calculations are essential.
The Real Value of Technical Support
The most valuable aspect of this project is that no failure had yet occurred.
The analysis was performed before the new cylinders were installed.
No downtime.
No emergency repairs.
No production losses.
Instead, the customer received a complete engineering evaluation before making an investment.
By verifying both injection forces and stripping forces, Vega Technical Dep. was able to identify the most appropriate solution and reduce the risk of future problems.
Lessons Learned
This project highlights several important engineering principles.
1. Injection force is only part of the equation
A cylinder must be sized for both injection and extraction conditions.
2. Stripping force should never be ignored
Plastic adhesion can generate significant loads during mold opening.
3. Geometry matters
Projected area, slide angles, and contact surfaces all influence cylinder sizing.
4. Catalogues provide data, engineering provides solutions
Selecting a cylinder requires understanding the complete application.
5. Preventing problems is better than solving them
The best engineering intervention is the one performed before production starts.
Conclusion
When designing side-core mechanisms, focusing only on injection pressure can lead to costly mistakes.
A hydraulic cylinder must perform two jobs:
It must keep the slide closed during injection.
And it must successfully extract the slide during mold opening.
Only by evaluating both conditions can the correct cylinder be selected.
In this case, Vega Technical Dep. went beyond a simple product recommendation.
By analysing the 3D model, calculating both injection and stripping forces, and evaluating the complete operating cycle, the team ensured that the selected solution would deliver the reliability required for long-term production.
Because in mold engineering, push force is only half the story.


