
The Engineering Principles Behind Preload in Self-Locking Hydraulic Cylinders for Injection Molds
In injection mold design, dimensional precision is often discussed in hundredths of a millimeter, but the physical behavior of mechanical components under load is frequently underestimated. During the injection phase, very high cavity pressures generate forces that propagate through the entire mold structure: cavity inserts, sliders, cores, wedges, locking systems, and hydraulic actuators.
Even when a mechanical system appears rigid, no component is perfectly rigid in reality. Every component behaves elastically and deforms under load.
For mold designers and process engineers, understanding and compensating for these deformations is essential to achieve stable production, eliminate flash, and maintain dimensional repeatability over thousands or millions of cycles.
The preload function used in self-locking hydraulic cylinders addresses exactly this challenge.
Understanding Elastic Deformation in Mold Components
From a mechanical standpoint, any material subjected to force undergoes deformation proportional to:
- Applied force
- Material elastic modulus
- Cross-sectional area
- Component geometry
- Effective length
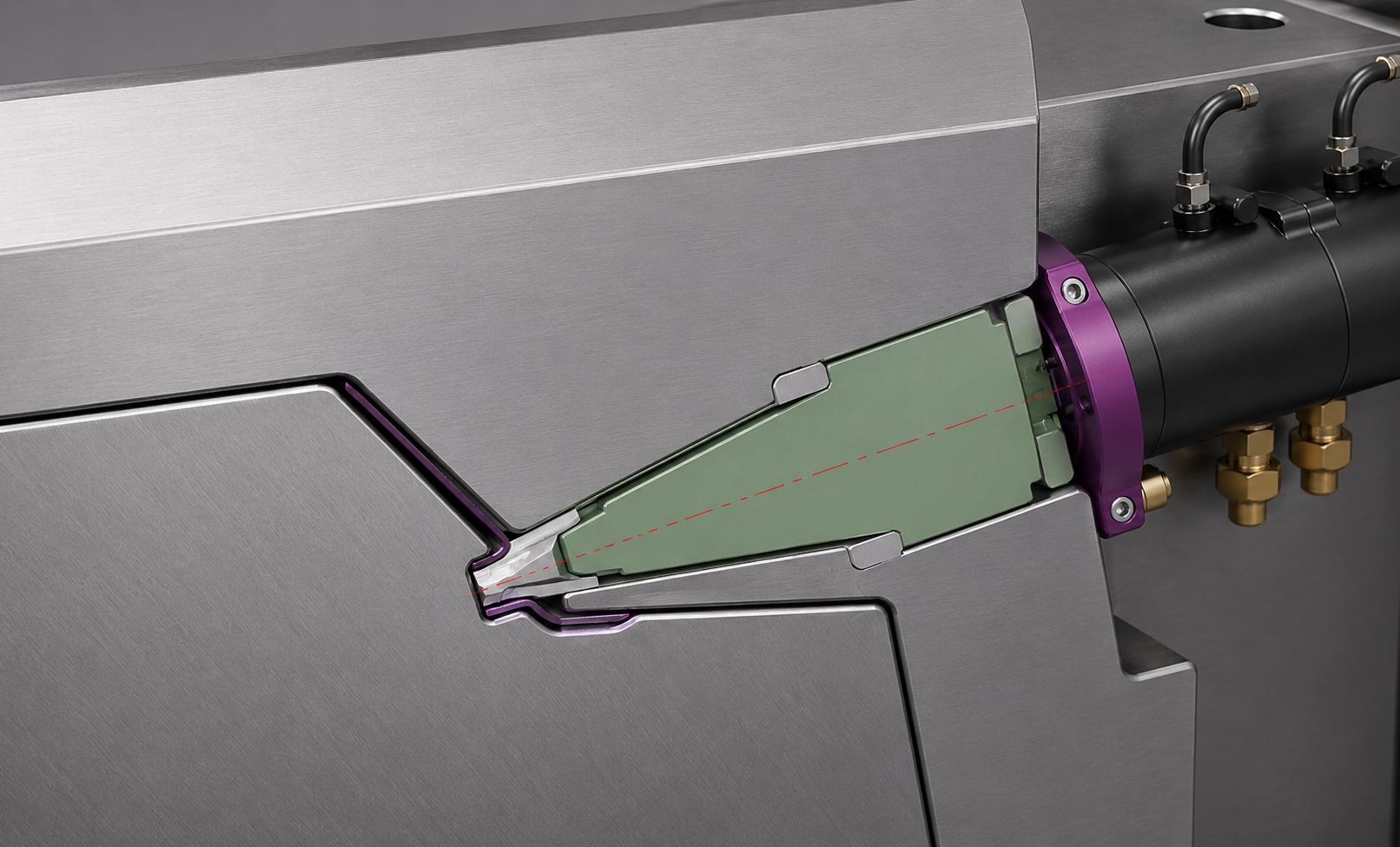
In a self-locking cylinder used for core pulling applications, the rod is generally the component that experiences the largest elastic deformation because of its relatively high effective length and reduced section compared with surrounding mold steel.
During injection, pressure acting on the core or plug generates an axial force that tends to push the assembly backward.
This force is resisted by:
- Mechanical locking geometry
- Hydraulic pressure
- Structural rigidity of surrounding components
Under these opposing forces, the rod experiences a small elastic shortening.
While this compression may only be a few tenths of a millimeter, in precision molding applications this displacement can become critical.
For example:
A rod compression of only 0.15 mm can create:
- Separation between plug and cavity
- Material seepage
- Flash generation
- Dimensional inconsistency
- Surface defects
- Assembly problems in final products
The deformation itself is unavoidable because it is governed by the laws of mechanics.
The practical question becomes:
How can the designer compensate for it?
The Preload Concept
Preload works by intentionally introducing a controlled initial compression into the cylinder system before injection begins.
Instead of allowing the rod to compress only during injection pressure buildup, the rod is pre-compressed by a calculated amount.
When injection pressure later generates axial force, the elastic deformation simply releases the preload rather than creating movement between mold components.
Conceptually:
Without preload:
Injection force → rod compression → plug displacement → flash
With preload:
Pre-compression → injection load compensation → stable plug position
This transforms the system from a reactive mechanism into a predictive one.
The cylinder effectively compensates for expected deformation before it occurs.
Why Flash Can Appear Even with Correct Mechanical Locking
Many technicians assume that if a self-locking cylinder reaches its mechanical lock position, movement becomes impossible.
In reality, locking does not eliminate elastic deformation.
Mechanical locking prevents gross displacement, but components within the system still compress elastically:
- Rod
- Core
- Plug
- Mold inserts
- Supporting plates
- Mechanical interfaces
The cumulative deformation of these elements can exceed acceptable tolerances.
This explains why a mold may exhibit:
- Flash only under high injection pressure
- Flash increasing with cavity pressure
- Variable part quality between different materials
- Different behavior between cold and thermal conditions
Often the root cause is not insufficient locking force but insufficient preload compensation.
Importance of a Mechanical Zero Point
The preload procedure emphasizes defining a precise reference position, commonly called point “0”.
Point “0” represents:
Complete closure between core and cavity before preload is applied
This reference becomes critical because preload values are added relative to a known mechanical condition.
Without a reliable zero reference:
- Adjustment becomes inconsistent
- Repeatability decreases
- Fine tuning becomes difficult
- Troubleshooting becomes subjective
A practical method recommended during assembly involves using contact verification compounds such as Prussian Blue to confirm full contact between components.
Designing the Mold for Preload Adjustment
The most efficient approach is considering preload during the mold design phase rather than during mold trials.
Several design factors should be evaluated:
Accessibility
The technician must be able to access:
- Adjustment screws
- Flange locking elements
- Hydraulic fittings
- Sensors
Space around fittings
Preload adjustment causes a rotation of the cylinder body.
Consequently:
- Hydraulic ports rotate
- Sensors rotate
- Hose orientation changes
Interference with neighboring components may occur.
Mechanical feedback surfaces
For very small plugs or cores, direct contact verification may be difficult.
External reference surfaces may be necessary to ensure repeatable positioning.
Adjustable Flange Systems versus Traditional Methods
Traditional non-adjustable flanges often require preload compensation by:
- Grinding the flange
- Introducing shims
- Machining modifications
These methods present several disadvantages:
- Additional setup time
- Risk of dimensional errors
- Difficult corrections
- Reduced flexibility
The RF211E adjustable preload flange allows correction directly on the mold during testing.
This significantly improves:
- Setup speed
- Repeatability
- Trial efficiency
- Process optimization
Avoiding Excessive Preload
More preload does not automatically mean better performance.
The documentation specifically notes that excessive preload may actually worsen conditions.
Excessive preload may cause:
- Increased flash
- Difficulty unlocking
- Higher mechanical stress
- Excessive wear
- Locking instability
The correct preload value should therefore be determined experimentally while respecting calculated design limits.
Hydraulic Considerations During Injection
The mechanical system alone cannot ensure optimal performance.
Hydraulic conditions also play a fundamental role.
The manual recommends maintaining:
120 bar push pressure during the entire injection phase
If maintaining constant pressure is not feasible, a pilot-operated check valve should be installed close to the cylinder body.
Long hoses between the valve and cylinder should be avoided because:
- Oil compressibility increases
- Pressure stability decreases
- System response becomes slower
- Air entrapment risk increases
Air removal from the hydraulic circuit is equally important because trapped air behaves as an additional spring within the system.
Final Considerations
In precision injection molding, the difference between a stable process and a problematic one often lies in understanding the physical behavior of components under real operating conditions.
Preload should not be viewed merely as an adjustment procedure.
It is an engineering methodology that compensates for unavoidable elastic deformation.
For mold designers and process engineers working with high-pressure applications, thin-wall parts, precision plugs, or complex core pulling systems, preload becomes an important design parameter capable of improving:
- Process stability
- Dimensional repeatability
- Product quality
- Tool life
- Production efficiency
Modern mold engineering increasingly depends not only on stronger components, but on understanding how those components behave under load and designing systems that anticipate those behaviors.


