Introduction
Hydraulic cylinders are among the most reliable mechanical actuators used in plastic injection molds, die casting molds and industrial automation systems. When properly designed, correctly installed and operated within their rated limits, they can withstand millions of operating cycles with minimal maintenance.
Despite this remarkable reliability, service departments occasionally receive cylinders that have suffered severe mechanical damage. Surprisingly, these failures are often blamed on poor manufacturing quality, defective materials or inadequate design.
In reality, the root cause is usually very different.
One of the most misunderstood failure mechanisms involves tie rod hydraulic cylinders. Unlike block cylinders, tie rod cylinders are assemblies composed of several structural components held together by high-strength threaded rods. Their integrity depends not only on the quality of the materials but also on the correct tightening procedure adopted during assembly.
A tie rod cylinder does not rely on the threaded rods simply to “hold the parts together.” Instead, the rods generate a precisely controlled preload, creating a clamping force that transforms the entire cylinder into a single structural unit capable of safely containing hydraulic pressure.
If this preload is altered, reduced or incorrectly restored after maintenance, the consequences may include:
- progressive loosening of the tie rods;
- fatigue cracking;
- damaged threads;
- oil leakage;
- piston misalignment;
- premature seal wear;
- catastrophic structural failure.
Many of these failures are mistakenly attributed to defective components, while the real cause is an incorrect assembly procedure.
This article analyzes a real technical support case involving a Vega V215 CR tie rod hydraulic cylinder. Starting from this practical example, we will explore the engineering principles governing preload, tightening torque, bolt mechanics and structural integrity, providing practical recommendations for designers, maintenance technicians and mold manufacturers.
A Real Service Case
The hydraulic cylinder examined in this article had been operating successfully in an industrial application before suddenly developing an unusual mechanical problem.
The customer reported that all four tie rods had loosened, making it impossible to maintain the structural integrity of the cylinder. Further inspection revealed damage to the threaded holes in the piston, while the customer requested replacement tie rods and intended to repair the damaged threads.
During the technical investigation another important detail emerged.
The rear head of the cylinder had previously been rotated by 180 degrees during maintenance.
Although rotating a cylinder head is normally possible on many tie rod cylinders, it requires complete disassembly followed by correct reassembly using the specified tightening procedure.
The investigation concluded that the cylinder had almost certainly been reassembled without restoring the correct tightening torque, allowing the preload to decrease until the tie rods gradually loosened during operation. Vega’s technical department confirmed that the cylinders leave the factory tightened according to the specified torque, indicating that the issue most likely originated during subsequent maintenance.
This case perfectly illustrates an important engineering principle:
Hydraulic cylinders rarely fail because of manufacturing defects. They usually fail because the operating or assembly conditions exceed the assumptions made during the original design.
Understanding why this happens requires first understanding how a tie rod cylinder actually works.
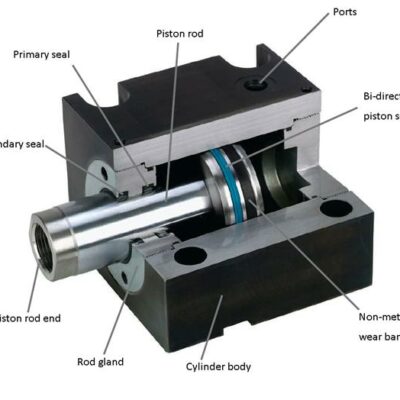
Anatomy of a Tie Rod Hydraulic Cylinder
Unlike compact block cylinders, tie rod cylinders are assembled from several individual components.
A typical cylinder consists of:
- cylinder tube;
- front head;
- rear cap;
- piston;
- piston rod;
- seals;
- wear rings;
- four threaded tie rods;
- retaining nuts.
The Vega Technical Manual describes the V215 CR series as a tie rod cylinder designed according to ISO 6020/1, providing excellent interchangeability, multiple mounting options and a highly versatile design for industrial applications.
At first glance, the tie rods appear to perform only a simple fastening function.
In reality, they are among the most critical structural components of the entire cylinder.
Without them, hydraulic pressure would immediately separate the front head from the cylinder tube.
The tie rods permanently compress the entire assembly, generating a controlled clamping force capable of resisting hydraulic pressure throughout the cylinder’s life.
Hydraulic Pressure Tries to Separate the Cylinder
Whenever hydraulic pressure enters the cylinder, the piston generates a pushing force.
At exactly the same time, the hydraulic pressure also acts on the cylinder heads.
The result is a separating force that constantly attempts to pull the cylinder apart.
This force is calculated using the well-known hydraulic equation.
Equation 1
F = P × A
Where:
- F = hydraulic force (N)
- P = hydraulic pressure (Pa)
- A = effective piston area (m²)
For medium-sized industrial cylinders operating at 160–210 bar, this separating force can easily reach several tens of kilonewtons.
If the cylinder heads were connected only by ordinary screws without preload, every pressure cycle would alternately load and unload the fasteners.
Fatigue failure would occur very quickly.
The solution adopted in mechanical engineering is preload.
What Is Bolt Preload?
Preload is the tensile force intentionally generated inside a bolt or tie rod during tightening.
Contrary to popular belief, tightening does not simply “lock” two components together.
Instead, tightening stretches the tie rod slightly.
Although the elongation is extremely small—typically only a few hundredths of a millimeter—it is enough to produce a very large tensile force inside the rod.
Because steel behaves elastically within its design limits, the stretched tie rod continuously attempts to return to its original length.
This elastic recovery compresses the cylinder heads against the tube.
The resulting clamping force is what actually keeps the cylinder assembled.
Without preload, there would be no reliable connection between the components.
The Tie Rod Works Like a Spring
An excellent way to visualize preload is to imagine the tie rod as a very stiff spring.
During tightening:
- the nut rotates;
- the threaded rod elongates elastically;
- the cylinder heads move slightly toward each other;
- compression develops inside the cylinder structure.
Once tightening is completed, the tie rod continuously pulls the heads together.
Hydraulic pressure must first overcome this preload before any separation can occur.
As long as the preload remains higher than the separating hydraulic force, the joint remains completely stable.
This principle is fundamental in virtually every high-strength bolted joint used in mechanical engineering.
Why Elastic Stretch Is Essential
Many technicians instinctively believe that a bolt should remain perfectly rigid.
In reality, elasticity is exactly what makes the joint reliable.
If the tie rod were perfectly rigid, any small deformation caused by pressure, thermal expansion or vibration would immediately reduce the clamping force.
Instead, the elastic elongation acts as an energy reserve.
Small structural movements are absorbed without significant preload loss.
This explains why high-strength steel bolts are specifically designed to operate within their elastic range.
The bolt is intentionally stretched—but never beyond its yield point.
Tightening Torque Does Not Hold the Cylinder Together
One of the most widespread misconceptions is that tightening torque itself keeps the cylinder assembled.
This is incorrect.
Torque is only a method used to generate preload.
Once tightening is completed, the torque no longer performs any mechanical function.
The structural integrity of the cylinder depends exclusively on the tensile force stored inside the tie rods.
For this reason, two cylinders tightened with the same torque may have different preload values if:
- lubrication differs;
- thread condition changes;
- dirt is present;
- damaged threads increase friction;
- different coatings are used.
Torque is therefore only an indirect method for obtaining the required clamping force.
Torque and Preload
The relationship between tightening torque and preload can be approximated by the classical engineering equation:
Equation 2
T = K × F × d
Where:
- T = tightening torque (N·m)
- K = torque coefficient
- F = preload force (N)
- d = nominal thread diameter (m)
The torque coefficient depends on numerous factors including:
- thread lubrication;
- surface finish;
- plating;
- friction coefficient;
- thread geometry.
This explains why identical tightening torque values do not always generate identical preload.
For critical applications, preload measurement methods are considerably more accurate than torque control alone.
What Happens During Unauthorized Disassembly?
The service case analyzed in this article highlights a situation frequently encountered in industrial maintenance.
A cylinder is disassembled for what appears to be a simple modification—such as rotating the rear head by 180°—and then reassembled manually.
Unfortunately, many maintenance technicians assume that tightening the nuts “firmly” is sufficient.
From an engineering perspective, this assumption is incorrect.
When the original preload is not restored:
- clamp force decreases;
- joint stiffness is reduced;
- micro-movements begin between components;
- vibration increases;
- preload gradually drops further;
- nuts begin to loosen;
- threads become overloaded;
- fatigue damage accelerates.
Eventually, visible mechanical damage appears.
By that stage, however, the deterioration process has usually been progressing for thousands—or even millions—of operating cycles.
The visible failure is simply the final stage of a much longer mechanical process.